
資訊中心
-
-
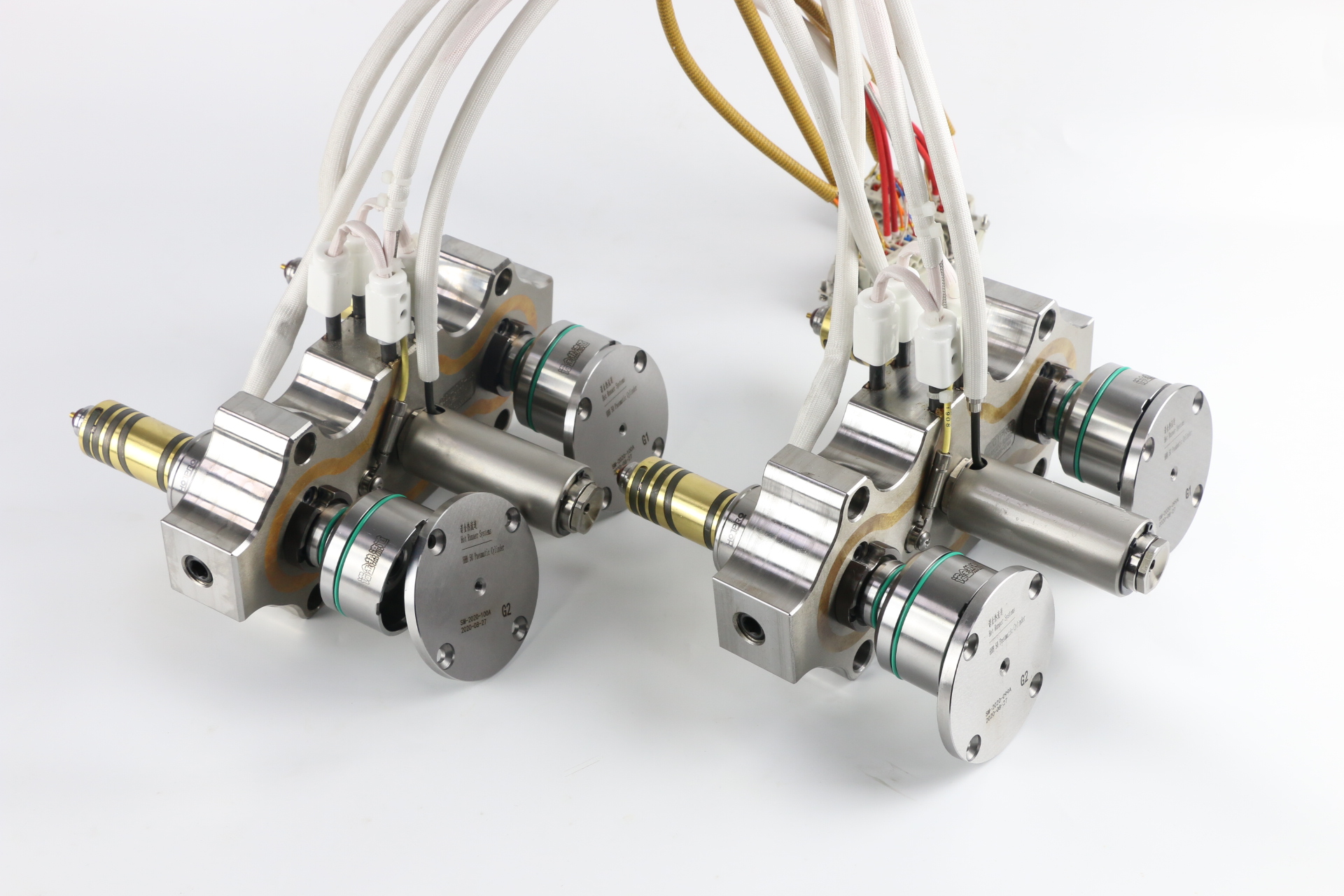
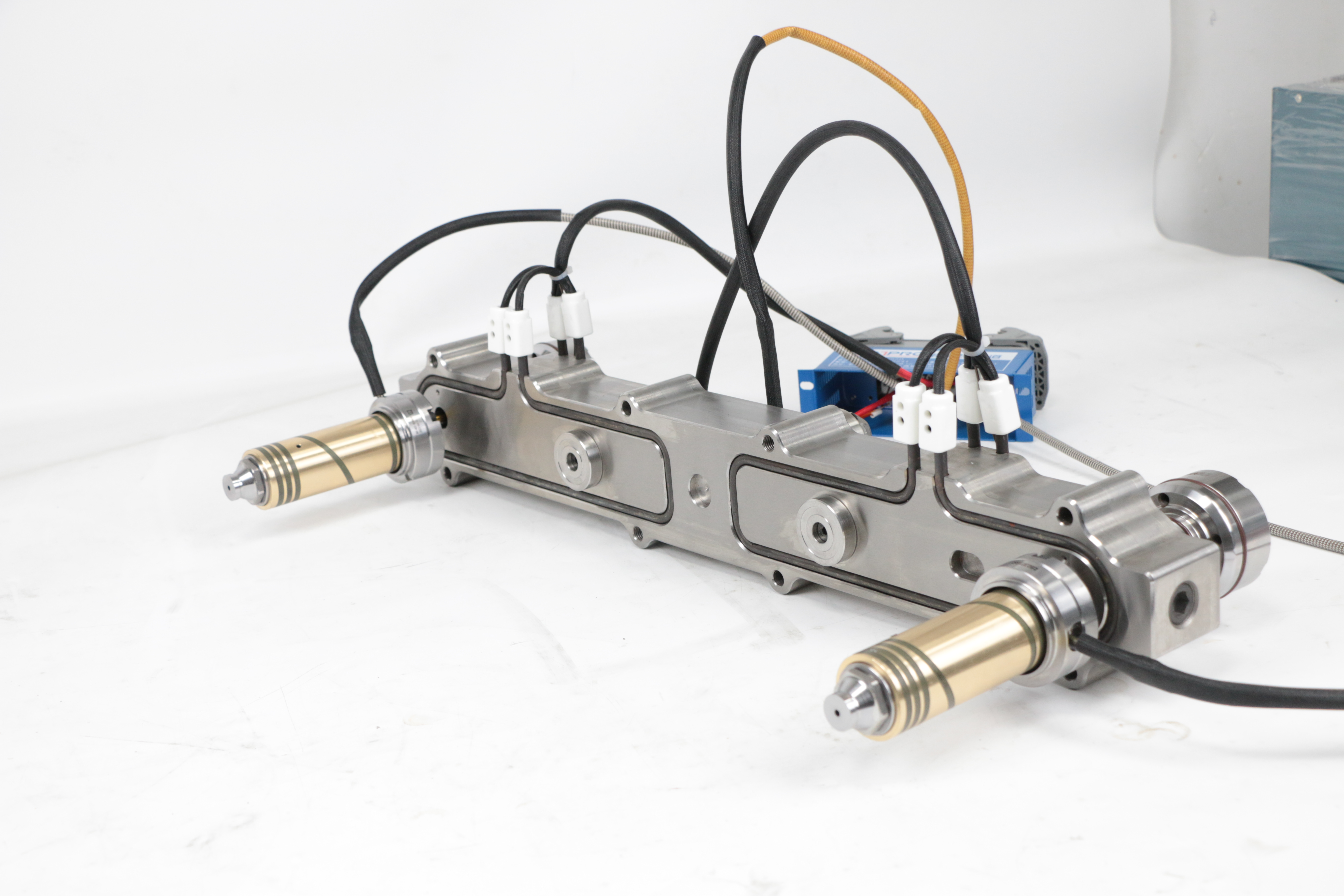
針閥(fá)式熱流道的優勢
大型注塑件的注塑製(zhì)造通常(cháng)需求兩個或多個熱澆(jiāo)口才能注滿。由於一般的熱澆注係統(tǒng),在注射開始時澆(jiāo)口便(biàn)隨之一起(qǐ)打開。這樣的進膠辦法不可避免地存在熔合缺(quē)點,即(jí)在兩股熔料前鋒匯合時,因為兩(liǎng)股熔體不能完全熔為一體,...
-
-
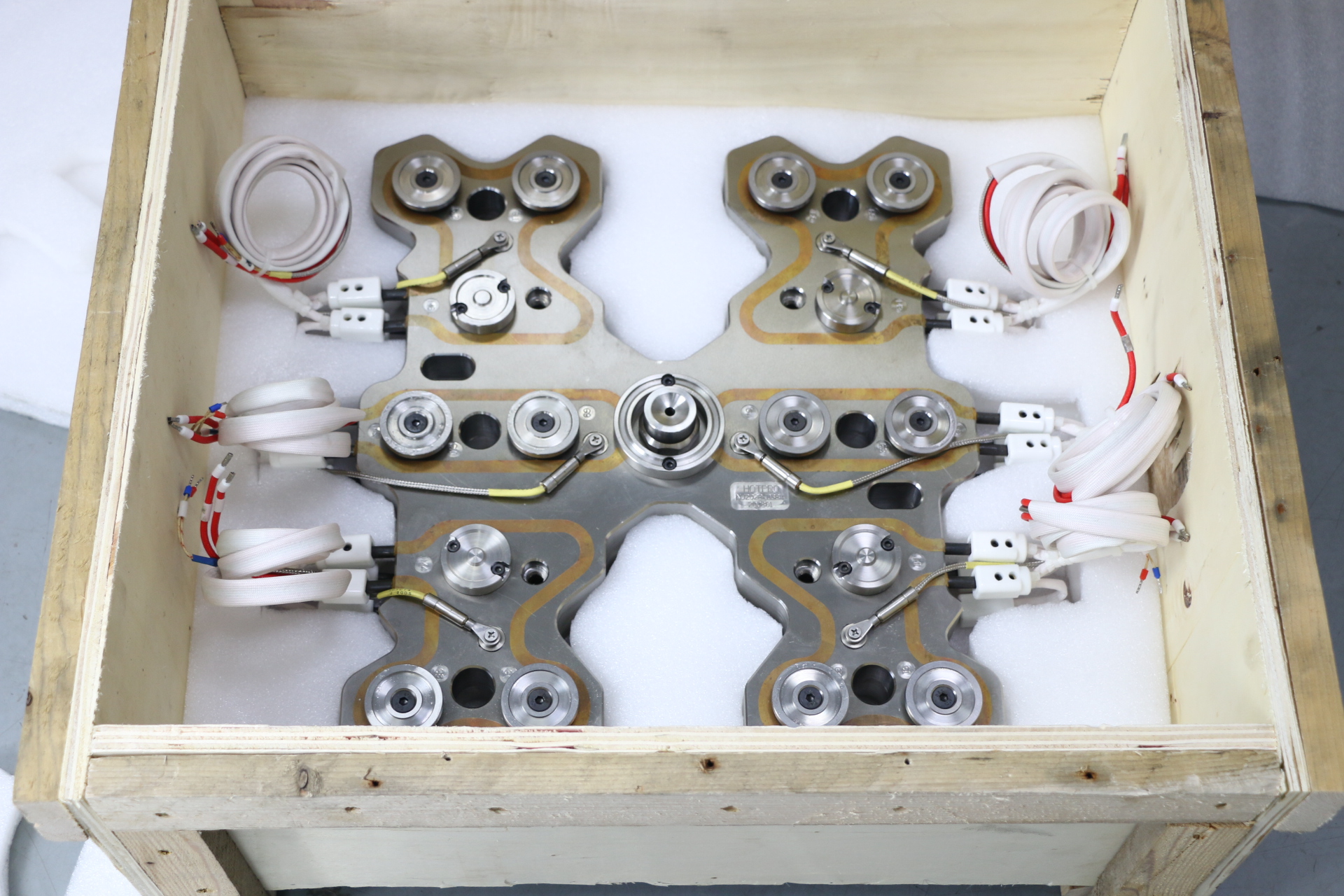
熱流道係統是怎麽樣形成
流道係統是一種(zhǒng)複雜而且具有一定優越性的模具零件。在模具生產(chǎn)項目中,CAE計算機輔助工程分析、樹脂試驗和設計概念等,都可以由熱流道係統供貨商來完成。在一個項目的初期,如果讓熱流道供(gòng)貨商共同參與工作,那(nà)麽...
-
-
熱流道(dào)操作前期注意事項
熱流(liú)道模(mó)具開始(shǐ)操作:1、開啟溫控箱,熱流道(dào)升溫至(zhì)正常溫度。2、注塑機料筒升溫至所需原料設置溫度。3、用模溫機將模具升溫至(zhì)操(cāo)作溫度。...
-
-
熱流道係統使用前準(zhǔn)備哪些工作
熱流道係(xì)統由於能夠提高生產效率、降(jiàng)低成本(běn),現在逐漸被行業認可接(jiē)受(shòu)。合理使用保養熱流道模具,才能在真正意義(yì)體現它的價值。熱流道係統在使用前的準備工作(zuò)主(zhǔ)要有下(xià)麵幾點。1、熱流道溫控箱與模具、注塑機電源的正...
-

-
注塑機與熱流(liú)道模具(jù)有(yǒu)什(shí)麽關(guān)係呢
確保熱流道模具可(kě)以自動操作的設備,首選是機器人或簡便可控的(de)機械手,比如:1、產品需要(yào)安放嵌件、標簽或(huò)薄片等到模具中。2、脫出(chū)塑料(liào)件 或加速(sù)它們頂出。3、控(kòng)製塑料件的移動和減少啟動時(shí)間附件。4、在啟動注...
-

-
熱(rè)流道模具生(shēng)產PS材料進膠口為會粘膠
如果是舊模具,那有可能是熱(rè)流道發熱(rè)管壞了(le),找(zhǎo)電工解決。新模具就飛一下模,看唧嘴是否(fǒu)垂直,是否還有哪個倒角沒避空,熱流道是不是沒裝好,進膠口是不是被射嘴撞變形了,如果這(zhè)些都排除了,那就(jiù)是內部入水口(kǒu)太小了...
-
-
熱流道模具問題原因解答全解
1、材(cái)料變色焦料或降解主要(yào)原因:溫度控製不當、流道或澆口尺(chǐ)寸過(guò)小引(yǐn)起較大剪切生熱、流道內的死點導致滯留(liú)料(liào)受熱(rè)時間過長(zhǎng)。解決對策:溫度的準(zhǔn)確(què)控製。 為了能準確迅速地(dì)測定溫度波(bō)動,要使熱電偶測溫頭(tóu)可靠地接...
-

-
熱流道模具應用項(xiàng)目正常(cháng)運轉需要的環節與保障
★塑料溫度的控(kòng)製(zhì) 在熱流道模具應用中塑(sù)料(liào)溫度的控製極為重要。許多生產過程(chéng)中出現的加工及產品質量問題直接來源於熱流道係統溫度控製的不(bú)好,如使用魚雷式熱嘴澆口注塑成型時產品(pǐn)澆口質(zhì)量差問題,閥式熱嘴成...
-

-
熱(rè)流道生產的產(chǎn)品(pǐn)產生氣泡(空氣(qì)滯留)哪些方案可解決?
描述: 氣泡是指在塑料成型的表麵或內部有氣泡體(tǐ)。與真空不同這一滯留氣體也可以出現(xiàn)在產品壁(bì)附近。可能的解決方案:1、降低熔化溫度。2、降低螺杆轉速。...
-

-
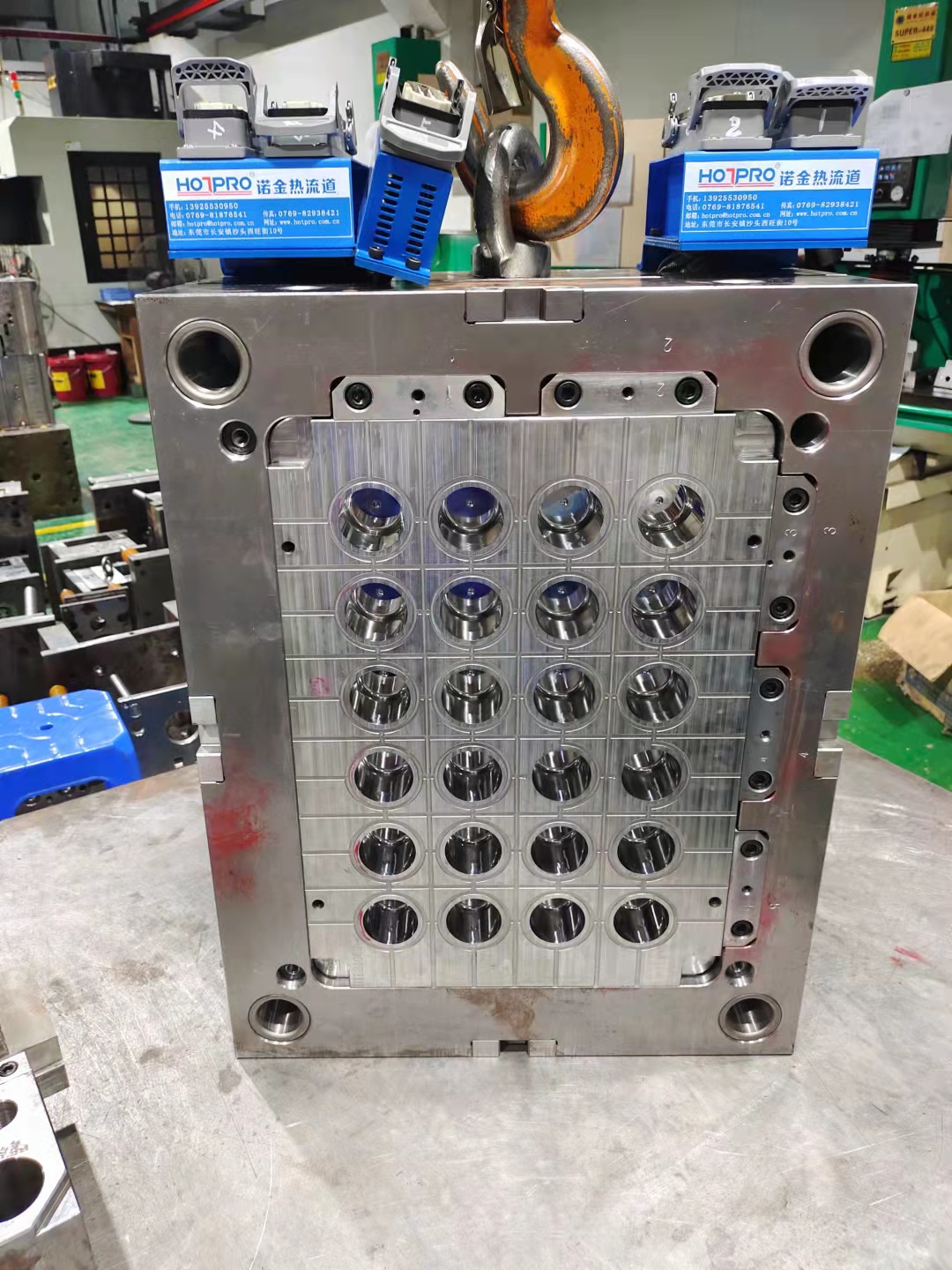
為什麽要用熱流道?-諾金熱流道
使用熱(rè)流道的模具能省料,無料柄頭,省去(qù)料頭回收再粉碎等多步驟和人工。成型時間快。無料口痕跡等。...
